A community of weavers in Mangalgiri was engaged for generations in weaving saris considered coarse and thick.
Introduction to Mangalgiri weaving
These were the saris worn by the farming community or the rytulu within Mangalgiri, woven in counts of 40s, 20s and occasionally in 60s. Dejected by the dwindling demand and bleak prospects, weavers from Mangalgiri started migrating to nearby towns in search of alternative livelihoods, ending up working in gold shops or hawking on the streets.
In 1984 some designers from Delhi recognized the superior quality weave of the Mangalgiri textile and encouraged weavers to adopt finer counts and a wider range of colors. This led to the famous multicolor stripes and checks of Mangalgiri textile.
Since then Mangalgiri has become a national and international name for a textile known for vibrant colors and fine quality. Mangalgiri is also known for what may be called a ‘success story’ in the handloom sector.
Region of Production
Mangalgiri is among the many tiny villages in Andhra Pradesh that come alive during the time of the Krishna Pushkaramulu on the banks of the river Krishna, when devotees in millions come to bathe in the river.
Mangalgiri, located 12 km from Vijayawada,is a prominent pilgrimage centre. It is known for the Panakala Swamy temple built on a volcanic hill and the galigopuram of the Laxminarasimha Swamy temple built in 1807.
Producer Communities
Today, Mangalgiri textiles are among the only cotton handloom products that enjoy a continuous export demand. Mangalgiri is used for all products of the spectrum -from dress materials to curtains..
The demand for Mangalgiri textiles today is such that weavers who left the trade have returned to pursue it and people now leave other occupations from nearby towns to become weavers in Mangalgiri.
There are a number of master weavers catering to a huge export and national demand. Having started out with modest resources, they now have at least a couple of hundred weavers working for them.
Raw Material
Yarn
Yarn is procured from mills in Andhra Pradesh and Coimbatore from wholesalers. In the earlier days Mangalgiri master weavers used to insist on yarn from Madanapalli in Chitto or district of Andhra Pradesh, where a variety called Super yarn was made.
This was considered the best quality yarn for Mangalgiri textiles. Nowadays this yarn has ceased to be available and Super yarn for the warp comes from Hindupur. “Chowdary” yarn is used for the weft. Initially the width of the weft used to be 48 inches but nowadays in response to the demand of the consumers this width has been reduced to 44-46 inches.
The width of the warp may thus increase or decrease depending on the demand.
Dyes
Dyes are procured from Gujarat. While the basic information about color mixing has been known within the weaver community for ages, information about any new colors is obtained either from the Weavers’ Service Center or after a method of trial and error. Vegetable colors have been tried on occasion but generally have not been adopted by the weavers.
The weavers say the colors are not uniform and cannot be relied upon for consistency. Vegetable dyes are also expensive, and the weavers use them only when specified for export orders.
Chemical colors have proved to be the most suitable for the constant mixing and experimenting that the weaver’s engagein, and Mangalgiri fabric is known for the range of colors it is available in.
Zarior gold/silver thread
The Zari thread used is not pure. Half zari and powder zari from Surat in Gujarat are used. In the earlier days the zari used was pure but as the market competition grew and the need to reduce prices increased, pure zari was replaced by half zari. Researcher query: pure and half zari should be explained.
Tools Used
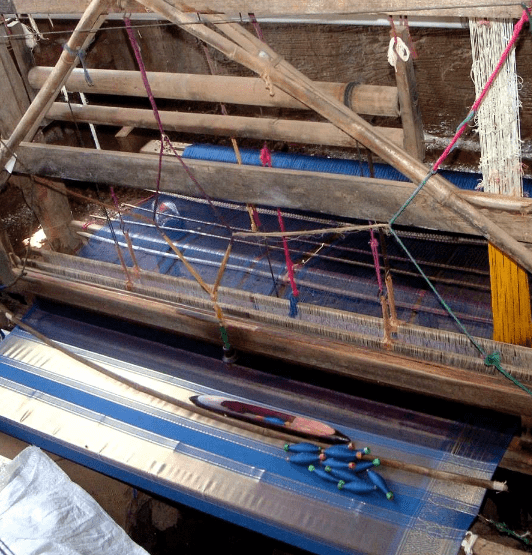
Pit Loom
In Mangalgiri the Pit Loom is still the loom most widely used. Though there have been attempts to introduce the Stand Looms and Jacquard looms, most of the weavers still prefer the traditional pit loom.

Aasu or Warp Machine
This consists essentially of a hollow cylindrical frame that is octagonal in shape.
The yarn is wound onto this frame from the rolls of yarn lined up on a horizontal wooden beam. The length of yarn wound around the frame of the aasu corresponds to the length of warp required by the weaver. This was traditionally calculated in multiples of sari length, since the sari was the end product.
With Mangalgiri fabric now catering to varied demands, the length of warp is now varied accordingly. The aasu is operated manually.

Charkha or Spinning Wheel
The Charkha is used to prepare the rolls of yarn that go onto the warp machine and to prepare the bobbins for the shuttles. There are essentially two ways top repare the rolls.
One is to use the traditional wooden charkha that is manually operated and can make only one roll at a time, while the other is to use the motor charkha, which can make at least twelve rolls simultaneously. The bobbins are by and large prepared manually using the traditional charkha.
Shuttles
Shuttles are small wooden boat shaped objects tapered at both ends and hollow in the middle to hold the bobbin used to make the weft.
The pull of the strings attached to the frame of the loom produces a catapulting effect on the shuttle sending it shuttling across the sill of the frame at right angles across the warp threads and hence the name.
Process
Dyeing
Dyeing is done at specialized dyeing units, which may cater to one or more master weavers. Within Mangalgiri there are approximately 200 dyeing units. There are essentially two different kinds of colors used for Mangalgirit extiles.
a.Vat colors
b.Napthol colors
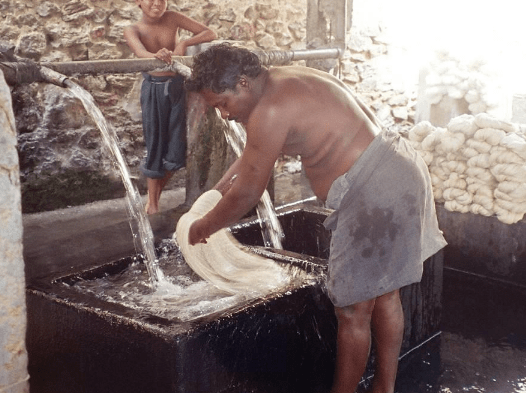
Before the actual process of dyeing, the yarn has to be prepared, by a process called scouring. This involves boiling the yarn in water containing caustic and soap at a temperature of 200C for three hours. Rice husk issued as an insulator to maintain the temperature as required. After boiling, the yarn is left to soak overnight in the water.
This yarn is then rinsed in fresh water to get rid of the soap and soda. It is important that the water used in the rinsing process is not salty/hard. The scouring process removes starch and other impurities from the yarn, making it receptive to dyeing.
Vat Dyeing:
This involves immersing the yarn in a vat maintained at the required temperature. The solution in the vat is a mix of the dye, caustic and hydrose. The last of these ingredients is used to fix the color to the yarn.
Vat dyes are known for their fastness properties, and are often preferred by customers.
Napthol Dyeing:
Unlike vat dyeing, napthol dyeing is a cold process.
Napthol dyeing involves a mixture of the dye, soap, caustic and alum. A number of bright colors that Mangalgiri fabric is known for are obtained using napthol dyes. Over the years, the Mangalgiri dyers have learnt the processes required to maximize the fastness of napthol colors.
However, certain napthol dyes are associated with health risks, hence becoming unpopular with some customers, especially in the export market. It is a challenge for Mangalgiri fabrics to come up with a suitable alternative. As per the required color and the specifications of the master weaver, a combination of vat and napthol dying is done.
After dyeing, the yarn is washed twice and hung to dry on lines. Depending on the weather the yarn may take approximately three to four hours to dry completely. Dark colors are laid out in the sun while lighter colors are preferably dried in the shade.
The dyed yarn is now bundled and taken to the charkha machine where it is rolled into laddis and then warped. Researcher query: English term for laddi should also be given. The process of warping culminates in wrapping the yarn onto a wooden beam, which is then sized.
Sizing
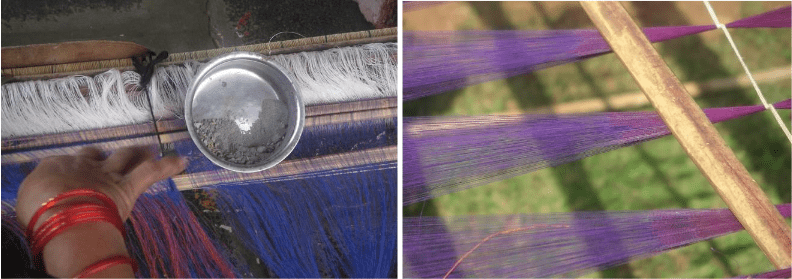
Sizing involves laying out the yarn for repairing broken threads and for starching. The process of sizing takes 45 minutes per laddi of yarn and is considered the most physically taxing process. The starch is made from boiled rice with a little coconut oil added to it.
This mixture is sprayed onto the yarn and then immediately brushed down using a puri brush. Puri is the local name for a kind of seaweed that in recent times has become increasingly rare to find, and consequently increasingly expensive.
The use of the puri brush is a recent change. Earlier, a soaked bundle of waste cloth would be dipped into the starch and dabbed onto the yarn. The weavers say this method was more effective in producing the stiff yarn that makes weaving easier.
The present method is not as effective, but scores on being faster.

About 36 meters of yarn may be starched at a time. After starching the yarn is rolled up; this is locally called molakattadam. The yarn is now ready for the weaver’s loom. When multiple colors are used in successive lengths in the same warp, the different colored yarns are joined manually before being woven.
This is a tedious and time-consuming process that is locally called athakadam. A little ash is used in the process to separate the individual threads and attach them.
Weaving
A lot of Mangalgiri fabricis woven in plain weave, in solid or shot colors. Where design is desired, it is generally incorporated using a dobby mechanism. Designs could be traditional, or provided by a customer or designer.
The process requires plotting the design on to graph paper. This is then punched onto cards that are linked up in sequence, forming a chain.
This is called chain dobby. The dobby mechanism determines the pattern of lifting of threads as the fabric progresses on the loom. This results in the desired border or motif design in the fabric.
Depending on the intricacy of the design the number of pedals in the pit varies from two for simple designs up to eight for more complicated designs.
Uses of the Product
Initially Mangalgiri was known only for its single border zari saris worn locally. Now though double bordered finer Mangalgiri saris are popular, the demand for sari speaks only during four months of the year i.e. from sravana masam to sankaram.
The biggest use of Mangalgiri textile may be said to be for garment material i.e. the salwar-kameez and dupatta sets and their more contemporary versions the kurtis and parallel trousers. Mangalgiri material is also increasingly being used for curtains, bedcovers and pillowcases.

{kind=link}