Extra Weft Weaving Technique
Extra Weft Weaving Technique comes from Rajasthan state. Western Rajasthan, Barmer, Jodhpur and Jaisalmer are all famous for their weaving. They are particularly known for their ornamentation weaving using an extra weft (local name ‘Pattu weaving’).
Pattu is derived from the word patti which means a narrow strip of cloth. Pattus are shawls or durries woven by the traditional weavers of western Rajasthan. Two types of pattus are woven in this region, namely Bhojasari and Malani.
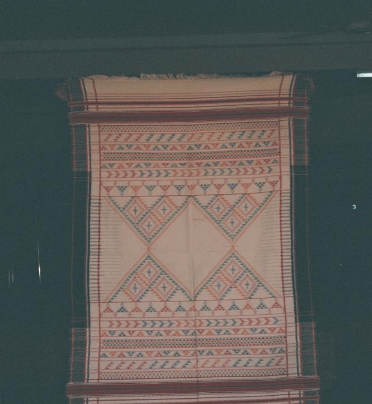
Bhojasari pattus have a woven ‘pallu’ and the body has the formation of motifs in a triangle, the base of which joins the horizontal bands of patterning on the pallu perpendicular to the warp.
Bhujasari Extra Weft Weaving Technique

Malani pattus have total surface ornamentation. The pallus of these pattus include the fish motif which is not used in Bhojasari pattus. The pallu is followed by strips incorporated with motifs which form the body of the pattu.

History of Extra Weft Weaving Technique
Rajasthan lies at the heart of the ‘color belt’ of India, an area that runs from the Indus basin to the Gangetic plains. It is situated in the north-western part of India.
The state is bound on the west by Pakistan, on the north by Punjab and Uttar Pradesh, on the east by Madhya Pradesh and on the south by Gujarat. It has an area of 342,214 square kilometers and is divided into 26 districts which present intriguing contrasts and immense variety.
Much of Rajasthan is a harsh desert which forms part of the Great Indian Desert of Thar. The terrain looks like an endless sea of sand dunes. It is surprising that even little rain is able to turn this sandy area into green pastoral and for a short while.
Regions of Extra Weft Weaving Technique
Weaving is practiced in many different regions in India with each area having its own particular style, using traditional designs and motifs. The main areas where weaving with ornamentation on the surface of the fabric with an extra weft is practiced are:
- Rajasthan: Barmer, Jodhpur and Jaisalmer
- Gujarat: Kutch
- Manipur
- Assam
Each of these regions traditionally used unique color schemes and motifs (in Rajasthan bright red, bold pink and orange were the colors used) and made products that were of day-to-day use for them.
The same products were embellished further with elaborate designs for special occasions like wedding ceremonies or the birth of a child. With time new colors and products with a more contemporary appeal have been introduced.
However, the weavers continue to weave fabrics using the traditional colors, motifs and patterns that may or may not be sold in the market for their personal use.
Producer Communities
The bulk of the population consists of Hindus followed by Muslims and other religions. The caste system in this state is very rigid. The important castes among the Hindus living in the area are Brahmins, Mahajans, Jats, Rajputs, Meghwals,Vishnois, Darogas and Sansis. The Meghwals are the traditional leather craftsmen and weavers of the region.
Raw Materials
1) Merino wool
2) Cotton yarn
Merino wool is purchased from Jaisalmer and Bikaner and cotton yarn is purchased from Delhi. Dyes are purchased from Jodhpur and Delhi.

Tools and Implements in Extra Weft Weaving Technique
The loom and its accessories are made by the weavers themselves from locally available materials, the exceptions being the reed, beater and the cloth beam.
Shaft: Shafts are made up of nylon or cotton thread loops. Each shaft is tied to its respective treadle in the pit.
Treadles are four oblong structures six inches long and four inches wide. They have a tapered front and a flat base. In the front there is a hole through which the thread from the base of the shaft is tied. The bases of all treadles have holes and through these holes a thin metallic rod is passed on to two sockets which are fixed on the base of the pit.

Beater: The beater is made of shisham or rosewood. It consists of two reed caps joined together by a pair of wooden strops which pass through the holes of these two reed caps. The upper reed cap is heavier and tapered to form a bilaterally symmetrical form while the lower reed cap is plain.
The work shedis a separate unit, either attached to the house or away from it in the same compound. Inside the shed, the pits for the looms are dug next to the wall and opposite the openings in the wall. A rectangular basin made of mud and cow dung is fitted into the pit to make it permanent and to prevent the walls of the pit from caving in.
Reed: The splits and frames of the reed are made of the stem of a plant called ‘munja’ in the local language. The uniformity of the distance between the splits (dent gaps) depends on the uniformity of the thickness of the twine used in winding.
The pit–treadle loom: The treadle looms are the earliest known looms to be used in India. They are one of the most versatile looms, as weavers in India have produced fine cottons and silks as well as coarse woolens. The pit loom is ideally suited for an environment that offers little wood for construction.
The loom is called khaddi in local language. The pit is situated at the rear end of the shed and has a length and width of 34x 64 centimeters and a depth of 58centimeters. Just behind the pit is the weaver’s seat that has a depth of 14 centimeters from the ground level.
The cloth beam and four heald shafts are situated exactly over the pit, and are connected to the pulley and the heald horse system suspended from the roof. The cloth beam is fixed over the ground line in wooden sockets placed at the side of the pit.

There are four treadles in the pit and each heald shaft is independently tied to the treadles. The pressure on any treadle will pull down the heald shaft to which it is connected simultaneously lifting the rest of the heald shafts to which it was not connected.
This is a counterbalanced loom with a pulley and a heald horse system of shedding. Usually the pit loom has a very long warp of which only a certain amount is stretched and the rest is rolled on the yarn beam.
Process to make Extra Weft Weaving
Traditionally pattus were woven with desi wool in black or white with multicolored patterning or extra weft. These pattus were woven in two pieces which were stitched together laterally.
The other types of pattus woven in this region are bardi which are woven on a black or brown striped warp; the ends and picks are of the same numbers thus forming visual checks. Hiravali pattus have a plain body with a border made of solid colors and a light pattern on both ends.
The Pre-weaving Process of Extra Weft Weaving
The process carried out before the warp is ready for weaving is:
i) Spinning of wool: The charkha is a hand-powered spindle. The spindle is rotated by a belt-and-wheel system. The spindle rim is much smaller in diameter as compared to the large wheel rim.
A small rotation of the large wheel gives multiple rotations of the spindle. The spindle has a leather washer attached to its base which helps in the making of the yarn cone.
The spinner takes a handful of wool and opens it with his/her hand. Holding the wool in one hand, he/she starts giving it a twist with the other hand and initiates the making of yarn. This end is wound three to four times to attach it to the spindle. The remaining wool is looped around the pointed end of the spindle.
The wheel is rotated with the right hand in the clockwise direction. As the spindle rotates, the unspun wool held in the left hand is taken away from the spindle, releasing the required quantity of fiber. Having made two-three feet long yarn she winds the spun yarn near the leather washer. This process is continued to make a cone of spun yarn.

Spinning of wool
ii) Dyeing: Initially the weavers of this region used only wool for weaving which they dyed in their homes.

Dyeing
Synthetic dyes have been in use over the last three decades. The dyes used were acid and basic dyes which they purchased from Jodhpur and Bikaner.

The dyes used now days are vat dyes, sulfur dyes and napthols for cotton and direct dyes and acid dyes for wool. Desi wool is spun in villages by women at their houses. The raw wool is supplied to the women and the spun wool is graded according to the fineness of yarn.
iii) Doubling: The yarn (cotton) comes in hank form. The hank is fixed on to a swift. Another hank is taken and fixed on to the other swift and the ends of the hanks are held together and wound on a bobbin.
iv) Preparation of the warp: The warp is prepared in a large open space. A number of lease rods are planted in pairs according to the length of the warp required. The first and last pair of lease rods consists of a small chisel-shaped iron rod.
The warping starts from the iron lease rod at one end and is taken to the small lease rod at the other end, passing criss-cross in between all the pairs of lease rods on the way. The warp maker feeds the warp yarn from a hand-held swift called ‘phirni’ which he/she holds in his/her left hand.
In his/her right hand he/she has the ‘tirni’ which serves as guide for passing the warp between the lease rod pairs. Once the required warp threads are wound all the lease rods are rooted up with the warp threads intact.

v) Sizing (for woolen warp):
a) Preparation of starch paste–The starch solution is made from water and wheat flour to get a less viscose paste before its application on the warp.
b) Starching or sizing–The bundled warp threads held intact with the lease rods are kept on the floor and a dilute starch paste is poured over it followed by a constant squeezing by the hand.
This allows deep penetration of the starch paste into the warp thread. After this the warp is taken out into the sunlight, and all the lease rods are removed and stretched between temporary poles.
The wet threads are then combed with a comb to separate the yarn, remove excess starch and ensure uniform application. After this the warp is left in the sunlight for one hour to dry.
vi) Drafting and denting: After the warp is bundled and wound on a yarn beam, the ends of the new warp thread are twisted to join with the ends of the old warp which are already looped in the healds. Ash is used to join the new warp ends to the old warp ends.
Ornamentation Extra Weft Weaving Technique
Pattus have two kinds of ornamentation–the interlocking technique and the extra weft (kashida). In the horizontal border, a number of thin lines of weft-dominated weaves embellish the body on both ends.
Sometimes a wide band is woven surrounded by a pattern of thin lines. Using the interlocking technique, a pure band of color is obtained. Abobbin of the same color as in the vertical band is kept at the left, interlocked with the standard pick and taken back.
To ensure steadier interlocking, the left-hand bobbin is at intervals and stepped into the body in the form of a spike. Contacting ends of different colors also run in the vertical bands as stripes.
The additional weft passes over and under the warp and this is not a part of the woven structure. While introducing the extra weft, the ends are lifted manually and the extra weft is placed. After the insertion of the extra weft the shafts are lifted for the insertion of the standard weft.
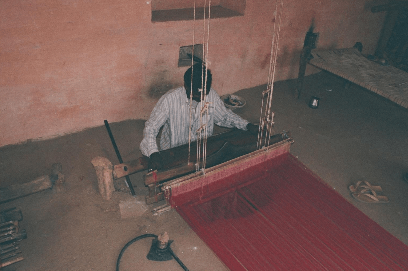
Weaving
After putting the warp, it is stretched by pulling the tension rope and tying it to the pole. The weaver sits on the seat situated behind the pit with his legs in the pit, presses the required treadles to get the shed, and passes the weft yarn with the help of a shuttle through the shed.
The shuttle is passed from the right-hand side to the left, and after the weft insertion he/she pushes the weft using the beater to the fell of the cloth, changes the shed and continues the sequence again.
After weaving six to eight inches of cloth, to release the warp, he/she loosens the knot at the pole, releases the rope and winds the cloth on to the cloth beam.
The weaving functions smoothly till the warp split comes close and touches the leveling peg. The weaver gets up, picks up the yarn beam and releases more warp from the excess yarn stock.
Then he/she moves the pivot, rope coupling and the warp split back to their original places, tightens the tension rope and knots it on to the pole, gets into the pit and continues weaving.

Product and Their uses of Extra Weft Weaving
The product range includes soft furnishing, bags, kurtas, shawls, stoles, jackets, tablemats and pattu in both wool and cotton.

{kind=link}