Tussar Weaving Of Bihar
SILK -also known as the queen of textile, luxury, elegance, class, and comfort. The silkworm that spins a protective cocoon around itself as shelter while it changes from a caterpillar into a moth produces this high value animal fiber. The cocoon is the source of commercial silk.
Silk fiber has qualities like natural sheen, inherent affinity for dyes, high absorbency, lightweight and excellent drape. Chemically, silk is made of protein secreted in fluid state by the silkworm. There are four main different varieties of silkworms:
(a)Mulberry silk -Light yellow colored, finest silk obtained from silkworms that feed on mulberry leaves only.
(b)Eri silk -Multivoltine silk is spun from open-ended cocoons. A silkworm of Eri silk eats only castor leaves. The color of silk is creamy white.
(c)Muga silk -This golden colored silk is obtained from silkworms that feed on the aromatic leaves of Som and Soalu plants.
(d)Tussar silk –Copperish in color, this is coarse silk generated by the silkworm Antheraeamylitta, that thrives on the plants Asan and Arjun. The rearing of this silkworm is conducted on trees in the open, so this is also known as wild silk.
HISTORY
The origin of the craft is not known but it was observed after the 16th century when the first European merchants came to India and surveyed the craft. Four varieties of tussar fabric were mentioned; these were mainly cotton-mixed fabrics. The weaves and colors were very simple at that time.
In Indian tradition, saris of silk are considered very pure, especially saris made up of reeled cocoon, which has not been spun. Another type of fabric known as Mukta, is popular among the Jain community. Here the moth has cut through the cocoon and escaped, leaving the silk filaments as a mass of short fiber, which has to be spun.
TUSSAR PRODUCTION IN BHAGALPUR
Bihar produces about 66% of Indian tussar, although much of it is woven in West Bengal and Orissa. The east Bihar town of Bhagalpur is famous for its tussar handlooms.
PRODUCER COMMUNITIES
The craft is not related with any specific caste. The craftsmen involved in this craft come from different communities: Muslim, Scheduled castes and some tribes. This craft is the major source of income for the families of nearby villages. Both women and men are involved in tussar silk production.
RAW MATERIALS
Tussar cocoon
Tussar cocoon has four main parts, each of which has a different commercial use:

-The portion of the cocoon, locally known as balkal. This is used to make spun fabric, which is very rough and warm.
-The outer layer of the cocoon, jhuri, also used to prepare spun fabric.
-The inner layer or khewa is the main, luxurious portion. It is used to make reeled fabric, which is not spun.
-The dead worm inside the cocoon is sold as fertilizer and fodder for birds.
For weaving both spun and reeled thread is used. In tussar fabric, both warp and weft are silk threads. The spun thread is only spun by hand. The other raw materials required for tussar are the dyes, and the mordants used to fasten the dye color.
The dyes used in tussar are both chemical (Azoic) and vegetable dyes. Because of some carcinogenic effects, azoic dyes are now avoided for the export market, though they are still in use.
Various dyestuffs are used like for vegetable dyeing.
The commonly used dyes for different colors are:

Heena -Golden brown
Turmeric -golden yellow
Pomegranate peels -yellowish brown
Onion skin -light magenta Kattha
-brown Indigo
-Bright blue
Rose petals -pink or red
Marigold petals -yellow or orange
Kusumpetals -pink
The mordants used in natural dyes are Alum, Kasis, Tin, Iron, etc. according to the required shade of color.
TOOLS USED IN THE PROCESS
Various tools used in the process are listed below:

1. Patta (course plate) -This machine is used to comb slivers of balkal
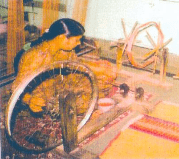
2. Ambar charkha -To transfer the reeled silk skeins onto bobbins
3. Tape machine -Used for spinning the silk thread quickly

4. Hydro-extractor -Used to dry out the dyed silk skeins
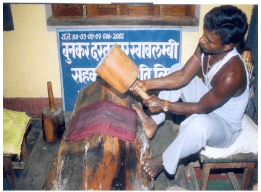
5. Kundi -A wooden hammer which is used to beat the cloth, to set the weave.
6. Scissors -To finish the woven fabric
7. Spray machine -To sprinkle water on the fabric before calendering
8. Calendering machine -For the mechanical pressing of the fabric.

PROCESS OF SILK WEAVING
The process of tussar weaving has the following steps
(a)Designing: The master craftsmen select the drawings. The design is mainly variations of weave and color.
(b) Raw material preparation: This is a long process that can also be divided into certain steps:
Reeling silk:

Cocoons are firstly sorted and then the good ones are boiled in water with some amount of soda for 1/2 to 2 hours. For 1280 cocoons, 300gms of soda is used. In this process, the vessel is pressed with a heavy lid, so that the cocoons do not come out.
After boiling, the silk strands are unwounded onto bamboo spools. Workers use their bare thighs to draw out a single filament of silk from the cocoons. This silk is known as ghicca silk. In khewa silk, the hands are used to unwind the silk filament.

Throwing: After this process the spools are transferred to skeins. After drying, these skeins are reeled on bobbins to make a thicker, stronger, and multi threaded yarn. Around 10 skeins are twisted together.

Dyeing: Natural dyes are commonly used for dyeing tussar silk. While the process of dyeing is similar for all colors, mordants are used differently for specific colors.
In general, the first step for all dyes is extraction by boiling the dyestuff in water. The solution is strained, and the dye is applied to wet yarn skeins. After some ti me the s keins are put in mordant solution to fasten the effect of the dye.
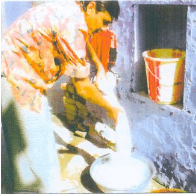
The last step is to wash the yarn with reetha powder. For black color harer powder is boiled in water for 15-20 minutes. The wet skeins are put in a dye bath for 20 minutes in a separate container. Kasis stone is used as the mordant. It is put in plain water and sieved.
The dyed s keins are put into this kasis solution for 5 minutes. After 20 minutes the skeins are was hid in reetha solution. For indigo dye the mordent (alum) is applied before dying, and the skeins are kept in an airtight container. After half an hour, the skeins are put into boiling indigo solution. The excess dye is washed out with reetha.
Preparation of Weaving
-In the weaving operation, lengthwise yarns that run from the back to the front of the loom make the basic structure of the fabric and are called the warp. The crosswise yarn is the filling, also known as weft.
Before weaving the warp and weft yarn needs to be spun to the required specifications. Then the yarn is wound on to large spools, which are placed on a rack called a creel. From the creel, the yarn is wound onto the warp beam. This process is known as spooling.
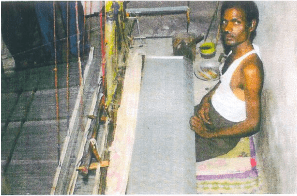
Weaving process
In the weaving process on the loom, the warp beam is mounted at the back and the warp yarns are conveyed to a cylinder called the cloth roll, which is at the front of the loom.
Supported on the loom frame between the two cylinders, the warp yarns are ready to be interlaced by the filling or weft yarns, to produce the woven fabric. In the weaving process four steps are fundamental.
•Shedding: The operation performed by the harnesses -rectangular frames to which a series of wires, or heddle, are attached. As each warp yarn comes from the beam, it must pass through an opening in the heddle.
•Drawing in: The operation of drawing each warp yarn through its appropriate heddle eye. In the weaving process the heddle frame raises or lowers certain groups of alternate warp yarn by treadles, so that the filling yarns alternate in passing under one group of warp yarns and over another.

•Picking: As the harnesses raise the heddles, which in turn raise the warp yarn, the filling yarn is inserted through the shed by the shuttle that contains a bobbin of filling yarn. This crossing of wefts between the shed of the warp is known as Picking.
Each warp yarn passes through a heddle eyelet and through an opening in another frame that resembles a comb and is called the Reed. With each picking operation, the filling yarn is pushed against the woven fabric. This process is known as Beating.
•With each shedding, picking and beating, the newly constructed fabric must be wound on the cloth beam. This is referred to as taking off.

FINISHING
After the fabric is taken off the loom, it is washed with plain water and spread for drying. After drying, water is sprinkled with a spray machine. This spraying should be uniform all over the surface. Then the fabric is folded properly and beaten with a heavy hammer, called kundi.
This beating process sets the weave properly. The fabric is now ready for calendaring. This is a mechanically produced finish, achieved by pressing the fabric between a series of two or more rollers to smoothen it and produce wrinkle free effect.

PACKAGING
For the export market the products are packed in natural-dyed cotton bags, with the brand name printed on.
USES OF THE PRODUCT
Both home furnishings and dress material are made from tussar fabric. Under home furnishings, products are cushion covers, pillow covers, curtains, etc. For apparel, the products are scarves, shawls, saris, dupattas, and running material.
MARKETING
Tussar silk has a good demand in the foreign market, but is not as popular in India. Because of its warmness and roughness, it is appreciated in cold countries. The major source of marketing of tussar from Bhagalpur is craft exhibitions and exporters.
because of its good export demand, the craftsmen are positive towards the use of natural dyes, variations in design and products and child labor free production.

{kind=link}