India has been renowned for its printed and dyed cotton cloth since the 12th century and the craft flourished as the fabric received royal patronage. Though the earliest records mention the printing centers in the south, the craft seems to have been prevalent all over India. The earliest centers for block printing seem to have been located in what are now the states of Andhra Pradesh and Gujarat. From these centers, the craft appears to have spread gradually with the migration of craft workers to other areas. Centers such as Sanganer in Rajasthan rose to prominence in the 18th century. Other centers such as Serampur developed even later, becoming the hub of block printing in West Bengal only in the 1940s. Now, there is the increasing phenomenon of block printing units being set up in urban areas including Calcutta and Jaipur city.
Regions
Block printing is practiced in many different geographical regions of India with each area having its own particular local aesthetic. The main centers where block printing is practiced are:
•Andhra Pradesh: Hyderabad, Machalipattnam (Kalamkari)
•Gujarat: Ahmedabad (Pethapur), Kutch, Porbandar, Rajkot
•Rajasthan: Bagru, Chittroli, Sanganer, Jaipur, Jodhpur
•Madhya Pradesh: Bagh, Behrongarh, Indore, Mandsar, Burhanpur
•Uttar Pradesh: Benares (Block-makers), Farrukabad, Pilakhuan (Block-makers)
•West Bengal: Calcutta, Serampur
Each of these regions traditionally had distinct design elements with unique color schemes and motifs. Although the commercialization of the craft has seen a convergence in design elements between the various regions, block printed fabric by expert craft workers from each of these regions are still identifiable by its region of origin.
Block printing at Bagru
Bagru a small town situated 32 kms south-west of Jaipur is famous for its traditional hand block printed fabrics. The block printing craft of Bagru is unique and has its own distinct character. Bagru was historically recognized as producing more upscale products for royal clientele and for use in temples. Bagru textiles are said to be more authentic and natural, less influenced by the popular market and industrial mechanization than Bagru’s nearby neighbors.
Producer Communities
The “Chhipa” community who is engaged in this traditional craft has settled here from various parts of Northern and Western India, has gracefully carried forward this traditional art form, over successive generations. The printers interact with each other quite often under the community umbrella called Chhipa Samaj’.
Raw Materials
Block printing has become popular because the simple process can create intricate designs in rich and vibrant colors. Originally natural dyes were used but today they have been replaced by chemical and artificial colors.

Chemical and artificial colours
Tools
The main tools of the printer are wooden blocks in different shapes -square, rectangle, and oval, round and semi-circular or crescent -and sizes called bunta. Blocks are hand-carved of seasoned teak wood by trained craftsmen. On the bottom face the motif are engraved with steel chisels of different widths and cutting surface by the carver. Each block has a wooden handle and two to three cylindrical holes drilled into the block for free air passage and also to allow release of excess printing paste. The new blocks are soaked in oil for 10-15 days to soften the grains in the timber. These blocks sometimes have metal over the wood.

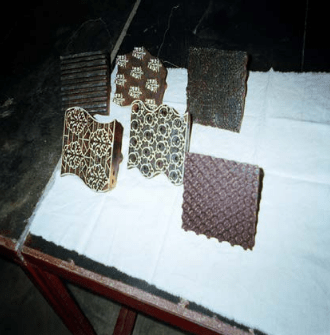
Wooden Blocks 1 and Wooden Blocks 2
Metal sheets are beaten by hand and made wafer thin and malleable. The thin sheets are then cut into strips of even length. The design of the block is drawn on the wooden block and the thin metal strips are pressed onto the design and gently hammered in. The designs are filled in from the center to the outside to allow maneuverings of the hand. After the design is completed the design is checked to see if all the brass strips are of the same height from the wooden base. This is to ensure good high level of printing. Brass blocks are used in case of very fine designs and for a high level of clarity in print. They also last much longer and are more expensive and time consuming to make.
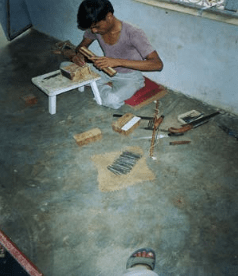
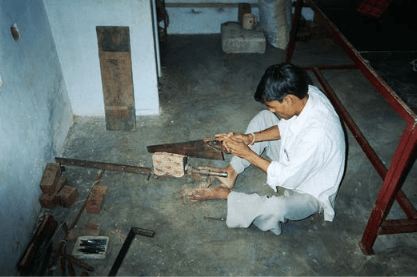
Wooden Blocks making process 1, 2
Printing Process
Block printing is undertaken on both cotton and silk fabrics of varying counts. The fabric requires a pre-printing treatment where the fabric to be printed is washed free of starch and soft bleached if the natural grey of the fabric is not desired. If dyeing is required as in the case of saris, where borders or the body is tied and dyed, it is done before printing. The fabric is stretched over the printing table and fastened with small pins (in the case of saris the pallu is printed first then the border).

Fabric to be printed is washed
Historically, the fabric was stretched across a low table, usually about 2 feet wide and 5 feet long, and the craft worker sat on the floor while imprinting the fabric. However, since 1950, this has gradually changed with the tables now being waist high and measuring approximately 3 feet wide and 9 feet long. [L 9 X W 3 X H 3 feet]Each table now may have multiple block printers working simultaneously on imprinting the fabric depending upon the intricacies of the design.
The block printer pushes along small wooden trolleys with racks that have castor wheels fastened to their legs to facilitate free movement as he works. On the upper most shelf trays of dye are placed. On the lower shelves printing blocks are kept ready.
These blocks are then dipped in dye and imprinted on to the fabric by a skilled block-printer. The printing starts form left to right. The color is evened out in the tray with a wedge of wood and the block dipped into the outline color (usually black or a dark color). When the block is applied to the fabric, it is slammed hard with the fist on the back of the handle so that a good impression may register. A point on the block serves as a guide for the repeat impression, so that the whole effect is continuous and not disjoined. The outline printer usually is more experienced because he is the one who leads the process.
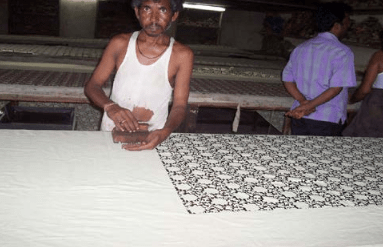
Cloth printing by the master block printer
If it is a multiple color design the second printer dips his block in color again using the point or guide for a perfect registration to fill in the color. The third color if existent follows likewise. Skill is necessary for good printing since the colors need to dovetail into the design to make it a composite whole. A single color design can be executed faster, a double color takes more time and multiple color design would mean additional labor and more color consumption.
Different dyes are used for silk and cotton. Rapid fast dyes, indigo sol and pigment dyes are cotton dyes. Printing with rapid dyes is a little more complicated as the dyes once mixed for printing have to be used the same day. Standard colors are black, red, orange, brown and mustard. Color variation is little difficult and while printing it is not possible to gauge the quality or depth of color.

Colours
It is only after the fabric is processed with an acid wash that the final color is established. Beautiful greens and pinks are possible with indigo sol colors but pigment colors are more popular today because the process is simple, the mixed colors can be stored for a period of time, subtle nuances of colors are possible, and new shades evolve with the mixing of two or three colors. Also the colors are visible as one prints and do not change after processing. Colors can be tested before printing by merely applying it onto the fabric. The pigment color is made up of tiny particles, which do not dissolve entirely and hence are deposited on the cloth surface while rapid dyes and indigo sols penetrate the cloth.

Pigment colors are mixed with kerosene and a binder. The consistency should be just right, for if it is too thick it gives a raised effect on the material, which spoils the design. Small plastic buckets with lids are ideal for storing the mixed colors over a few days.
Fabrics are dried out in the sun after the pigment printing as part of the fixing process. They are rolled in wads of newspapers to prevent the dye from adhering to other layers and steamed in boilers constructed for the purpose. Silks are also steamed this way after printing. After steaming, the material is washed thoroughly in large quantities of water and dried in the sun, after which it is finished by ironing out single layers, which fix the color permanently.

Fabrics are dried out in the sun
The craft of Block printing is therefore characterized by the following processes that are integral to the craft:
•The blocks for imprinting are hand-carved by skilled artisans in wood
•These hand-carved block are used to imprint the design onto the fabric
•The imprinting is done by hand by a skilled block printer
Motifs
The style and motifs of block prints are inspired from the local sources and can be largely grouped as floral, figurative and geometric categories. The designs have large bootas, small bootis, trellisorjal, (kind of designs) small border and large borders and sometimes geometrical designs also. Generally each design has 2-4 colors. Each color has a separate block. Sometimes as many as 5-8 blocks are used depending on the design. However the cost of block making and production goes up accordingly.
Market
Even though the traditional block printing craft has flourished over the past three decades, with increasing demand from both export and domestic markets, block-printing faces an increasing threat from the mushrooming of screen-printing units that are selling their products – often, designs copied from block prints – as genuine block printed products.
A Brief Description of Dyes
Pigment dyes
Pigment colors are mixed with kerosene and a binder. The consistency should be just right, for if it is too thick it gives a raised effect on the material, which spoils the design. Small plastic buckets with lids are ideal for storing the mixed colors for a few days. The motif is printed directly on white or light-colored ground with a variety of pigment colors. Pigment colors are widely popular today because the process is simple, the mixed colors can be stored for a period of time, subtle nuances of colors are possible, and new shades evolve with the mixing of two or three colors. Also the colors are visible as one prints and do not change after processing. Colors can be tested before printing by merely applying it onto the fabric. The pigment color is made up of tiny particles, which do not dissolve entirely and hence are deposited on the cloth surface while rapid dyes and indigo sols penetrate the cloth.
Rapid fast Colors
In this process, the ground color and the color in the design are printed on white and/or light-colored grounds in one step. The dyes once mixed for printing have to be used the same day. Standard colors are black, red, orange, brown and mustard. Color variation is somewhat difficult and while printing it is not possible to gauge the quality or depth of color.
Discharge Dyes
These dyes are used if you need to print onto a dark background. Medium to dark grounds are dyed on fabric with specially prepared dyestuff. The printing colors then used on the fabric contain a chemical that interacts with the dye. This interaction simultaneously bleaches the color from the dyed ground and prints the desired color on its place. Areas can also be discharged and left white. The primary advantage of this process is that vivid and bright colors along with white can be printed on top of medium and dark grounds.
Napthol / Reactive dyes
As the name suggests, these are two sets of chemicals, which upon reaction produce a third chemical essentially colorful in nature. Fabric is dyed in one and later printed with the other. The chemical reaction produces a third color. However, the biggest drawback of this process is that there are just a few chemicals available, which produce colors upon reaction.
Vegetable / Natural dyes
Historically of great importance, these dyes have acquired even greater importance now because of their eco – friendly nature.
Bagru Black
This is derived by mixing acidic solution of iron -often rusted nails/horse shoes etc. with jiggery (country sugar) allowed to rot for about 10-15 days. Many other natural substances used for producing dyes are pomegranate skins, bark of mango tree, vinegar, slaked lime etc.
Bagru Red
This dye is achieved by combining a source material such as alizarin with alum, the results ranging from pink to deep red.
Indigo Blue
The internationally famous Bagru Blue is obtained from the indigo bush found throughout India.

{kind=link}